
Edit: Setting the max speed for walls to 50 mm/s solved it! I feel like this should be limited when you select the filament, but oh well.
Hey, so I have recently gotten a Bambu A1 and got a roll of PLA and PETG. The PLA is printing very nicely out of the box but the PETG not so much. Since I’m still very much at the beginning of my 3D printing journey, I don’t really have a good way of drying my PETG yet, I just stuffed it in a plastic ziplock bag with all the desiccant bags I got from the rolls and printer and stored it that way. I’m already planning to print myself a filament enclosure, I just haven’t gotten around to buying the bearings, etc for it.
I’ve done some functional prints with no angled (overhanging) walls and they have turned out pretty good. When printing on supports the overhangs are ugly af, but no weird pattern like this.
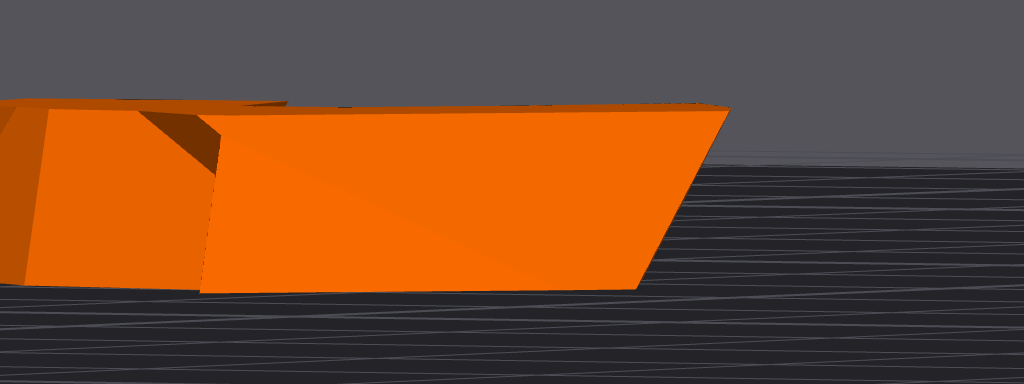
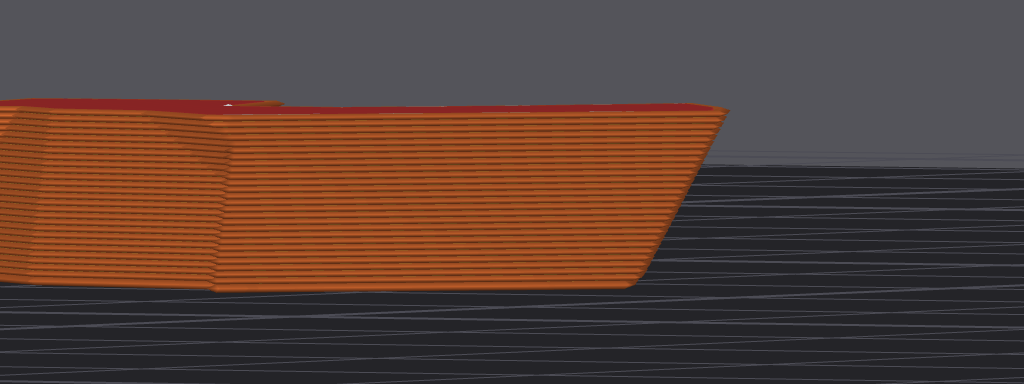
The issue I’m tracking down seems to occur on ~60+° overhangs, that really shouldn’t be an issue. I’ve done a sliced test print and took some photos, any idea what causes this?
Thanks :)
Bambu A1, standard 0.4mm nozzle
Bambu PETG Basic filament and profile using Bambu Studio
Some settings I played around with was flow rate (0.94->0.95) and layer height (0.2mm -> 0.15mm) but it seems to make no difference.
(note, on some of them the part is photographed upside down.)



You must log in or register to comment.
Try slowing down your outer perimeter speed to 50mm/s and/or bump up your temperature by 10 degrees. Bambu’s PETG defaults are bad IMO and my prints came out much better once I changed those two settings (the speed alone did it for me, but temp tower testing on Polymaker and Sunlu showed that higher temps printed nicer).
So yeah, that solved it! Set it to 50mm/s maximum and it just disappeared! Thanks for the suggestion :)
You are most welcome!
I just spent some more time observing and yeah, the printer tries to go super sonic for the walls there with up to 150mm/s :kekw:
I also figured out, I can adjust the max volumetric speed of the PETG filament settings and that will limit the wall speeds autumatically

Edit: This turned out to interact weirdly with layer height changes, I ended up just reducing the max speeds.
Agreed, I’ve had similar issues to this when printing faster than my hotend flow-rate can keep up with.
That’s wild. As you’re watching it do this, do you notice anything unusual? Sorry I don’t have an answer, but maybe some engagement will help.
I tried to observe it but it just goes straight over it… It seems a bit like a cascading issue, where one layer has a bit missing and then the next one blobs onto the next because it’s trying to print on nothing, idk
It also sometimes catches itself again and you get these patches of weirdness and then it’s okay again
I agree with the other poster, this is wild. It seems like It is limited to one axis so maybe it’s a slicer or printer bug. Does it do it if you print it out of PLA? PETG is cranky all around but I have never had it do something like that hah. Is this part online somewhere? I can try to slice it and see what happens on my x1, I’m curious now haha.
ETA: you should also open a support ticket, they have great suggestions sometimes.
Thanks for the input!
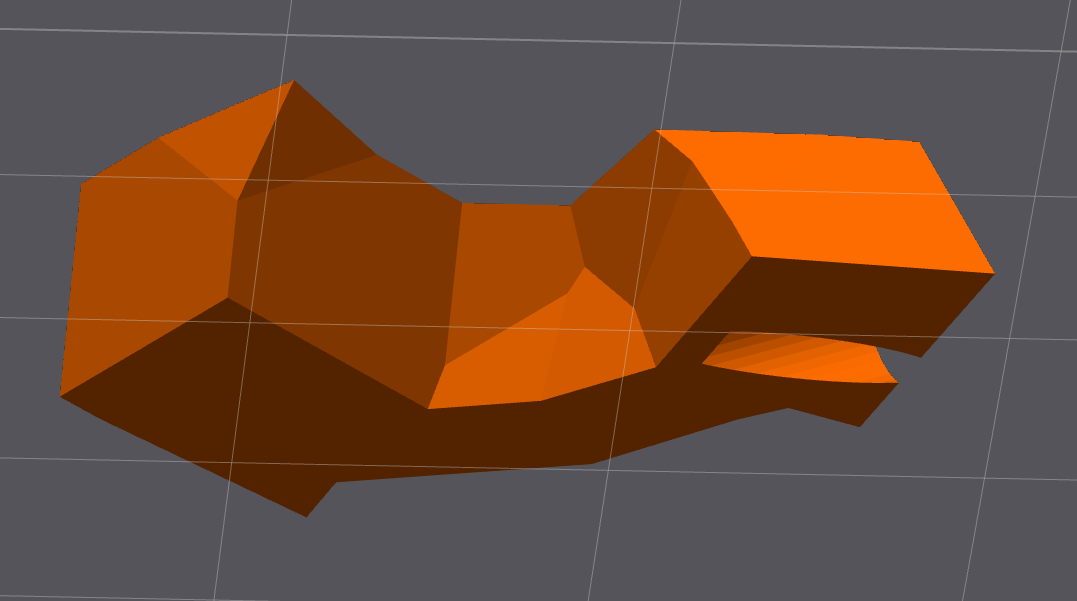
So the thing I was trying to print was this: https://www.thingiverse.com/thing:6365845
Ideally you’d just print it in PLA but I only had one colour PLA so I thought, might as well gather some PETG printing experience :D
The part in question is red_panda_low_poly_V1_-_head_A_red.STL and I tried to print it on an odd angle to make sure that most of the outwards facing walls were on the top, because anything that needed support turned out so hideous.Also it seems to appear on any side of the model, where you have a slight overhanging angle, in no particular axis :)
I’ll print it in pla once my current print is done :D
PETG can do supports, but it’s not pretty if you have steep overhangs. It’s also kind of annoying to sand, but you can do it. That said, if you have a heat gun or hot air station you can get a lot of the surface shine back after sanding by warming the surface of the print up a little. You do have to be careful to not overdo it though, otherwise the model will deform.
Is that at the beginning or end of your layer? I betting it’s one or the other. If it’s the end, you have too much coasting. If it’s the beginning you’re likely not priming the nozzle enough. I had this issue… forever ago with Cura. What slicer are you using?
It’s kinda not at the start or end of the layer. The layer starts with the inner wall, which prints fine and then it does the outer wall which doesn’t do fine.

Which corresponds to the wall here
What slicer are you using?
Bambu Studio 1.8.4.51
Are you sure that’s not the end of the outer wall? You can find out by going to the gcode preview, using the vertical control on the right of the screen to get to a layer with this issue, and then using the horizontal control at the bottom of tge screen to see the print order.
Do you have pressure advance? If so, it might be worth a tune.
I added some pics
Got them! It seems like you might have found your answer elsewhere. I’m somewhat surprised the underextrusion is so localized, but if you’re off and running then be happy I guess.
well it was less underextrusion and more the printhead just trying to go supersonic at those spots and the material just didn’t flow fast enough :D
Try using adaptive layer height, it’s the icon with 4 horizontal lines up top. Click adaptive and move the slider left for quality. Then look on the right hand side at the bar running vertically. Try to make it all green by moving the light color line to the left. Worth a shot and costs you nothing other than some filament and time. Solved a bunch of my issues on my p1p/s
This looks too even and continuous to be a moisture issue. It’s usually small random pops and stringing afaik.
There seems like a more severe problem somewhere in slicer or machine settings. I wouldn’t try any tricks or special features options until that is solved.
Do calibration prints come out accurate? E steps correct?
Looks like the default speed settings in the slicer was just too fast :D
New Lemmy Post: Blobbing on outside walls Bambu PETG Basic, drying issue? (https://lemmy.world/post/11289763)
Tagging: #3dprinting(Replying in the OP of this thread (NOT THIS BOT!) will appear as a comment in the lemmy discussion.)
I am a FOSS bot. Check my README: https://github.com/db0/lemmy-tagginator/blob/main/README.md

{kind=link}