
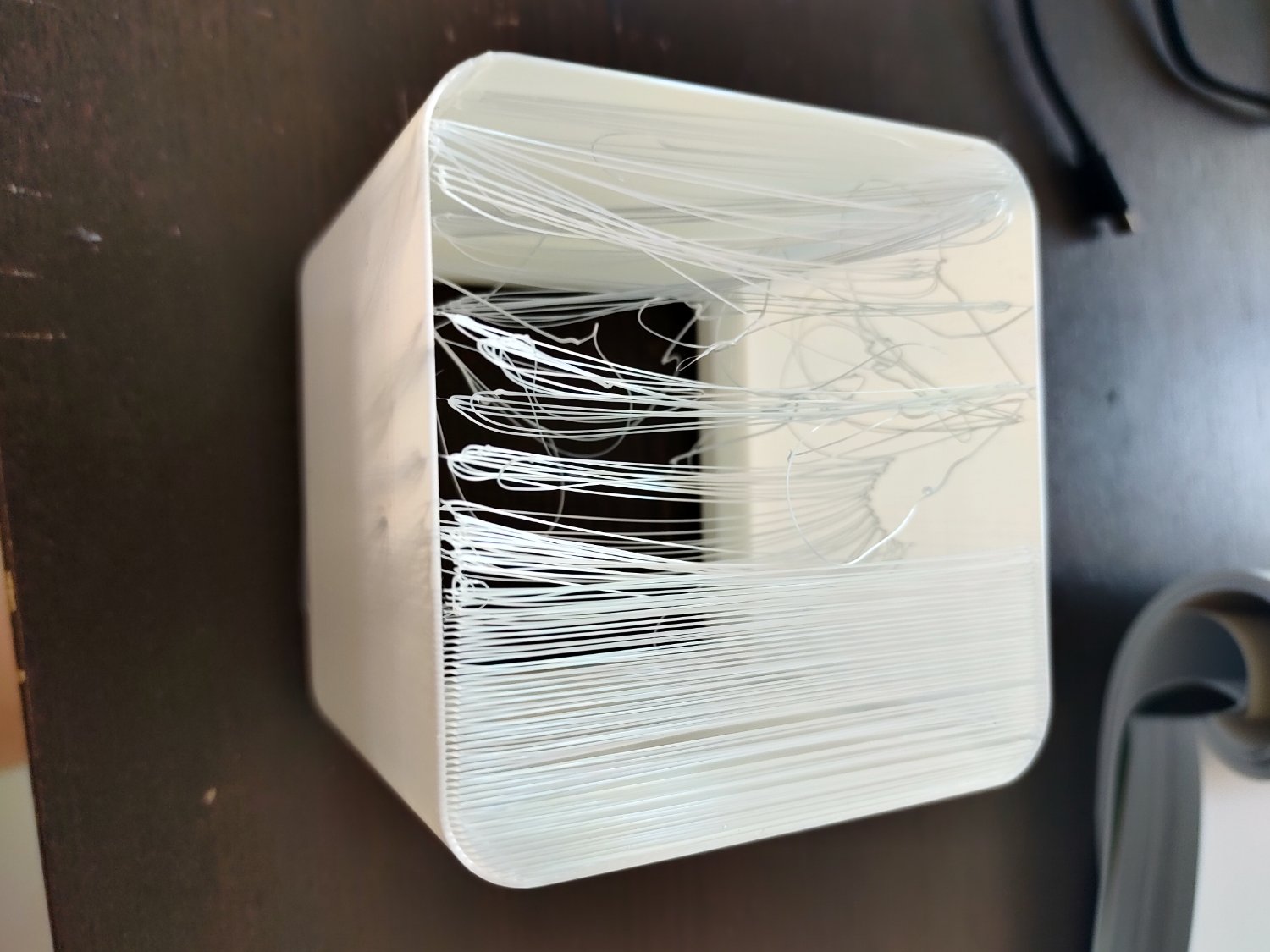
Last week, I printed this lamp cover successfully. Print direction was “bottom to top” without any support material. Now, the last print of the same cover failed miserably. The main difference is that my Prusa MINI+ now lives within an enclosure so I assume the temperature within the enclosure might be the culprit here. Would love to hear your thoughts on it and I’m sure that you have an idea how to circumvent this situation in my next print.
I used PLA with a nozzle temperature of 200°C and a bed temperature of 60°C.
Looking forward to hear your thoughts ☺️
You must log in or register to comment.
The enclosure will definitely retain heat from the bed. Is the filament spool also inside the enclosure with the printer? If so it’s probably getting pre-warmed, making it softer.
This isn’t a bad thing, but you should probably re-do your temperature calibration tests for your filament inside the enclosure.
That’s a really good point – you can model a process as an RC where there’s a resistance and a capacitance. A major change to a process such as adding an enclosure that retains heat and reduces draft would change the process RC, so your PID settings would need to be different for optimal control.
Yes, if you change the conditions under which a calibration was performed, the calibration is no longer valid and needs to be repeated for the new conditions.
Hotend and and fan pid shouldn’t be too out of whack . But needed fanspeeds and bridging would change depending on ambient temps.
I recall a video from one of the 3d printing youtubers that showed that an enclosure could allow plastic printer parts to warp, causing prints to fail. It was really a surprising result to me, since I was considering buying an enclosure for my tevo tornado (which is mostly metal, but not entirely especially after some printer upgrades I printed)
A handy chart: https://i.pinimg.com/originals/18/a4/2f/18a42ffa5c733c7c6bb86b547fb0647f.png
It’s a cruel irony that we use an enclosure to help print materials with a higher Tg but the printer itself is printed of materials with the same or lower Tg. It makes perfect sense that your ABS parts are going to get mushy when you crank your heated bed to 100 and put the whole thing in a box. :)
The enclosure by itself isn’t really a complete solution, especially if it’s a retrofit and not original to the printer. Temperature monitoring and control is necessary.
But you can also take the very simple step of leaving the enclosure slightly open (if it has a door, prop it partially, or if it’s one of the growbox style zipper enclosures with mylar on the inside just leave the zipper partway open near the top). You’ll still get most of the draft protection benefit and some of the temperature stability inside the enclosure, but it won’t overheat.
Wow, that sounds alarming. I mean, one usually has good intentions when trying to protect the printer from dust and kids, but now I’m learning that it could potentially be more harmful than beneficial. Do you have the link to the YouTube video you mentioned?
This video does a good job of showing and talking about some potential issues with using an enclosure.
Here is an alternative Piped link(s): https://piped.video/2D-WRCGcJbs
Piped is a privacy-respecting open-source alternative frontend to YouTube.
I’m open-source, check me out at GitHub.
Sounds like a good guess. In general, PLA wants as much cooling as possible, so enclosing the printer can have an adverse effect. If you need the enclosure to keep pets etc. away from the printer, perhaps you can try adding some PC fans to get more cooling.
This is what I did - I put a clip-on desk fan on the table in front of the enclosure doors.
When I print something that needs more cooling (PLA), I print with the doors open and the fan on. Haven’t had an issue since.
While cooling might be an issue, the bridges seem fine on the side. But you lack adhesion/overlap on the straight perimeters. Did you change the filament path with the enclosure? This might be related to a bit of under extrusion. Check your extrusion, if it is ok check the overlap in your slicer.
Awesome tip, thanks a lot!
Edit: Nozzle temperature was 215°C
That seems really high in my experience. I print PLA at 195°C. Try doing one of those “all in one” calibration prints to see what your retractions and bridging are doing at this temp.




{kind=link}
{kind=link}